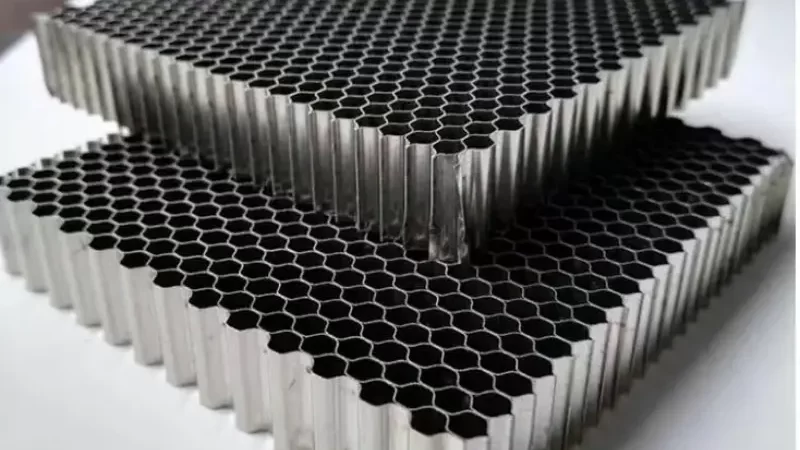
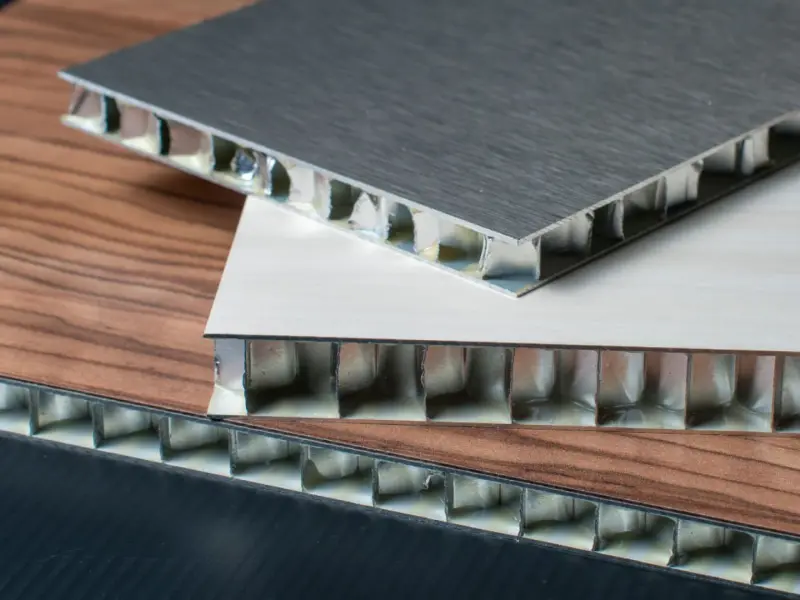
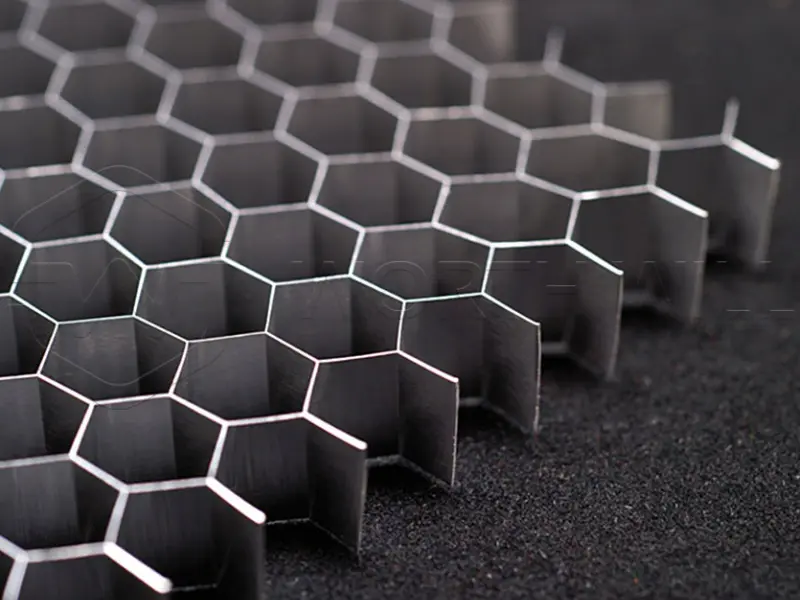
Aluminum honeycomb core is a lightweight structural material made from thin aluminum foils bonded into a hexagonal cell pattern. The cells look like a beehive under a microscope. This structure gives the material an exceptional strength-to-weight ratio that solid aluminum cannot match.
The core sits between two face sheets — usually aluminum, fiberglass, or carbon fiber — to form a sandwich panel. The face sheets carry tension and compression loads. The honeycomb core carries shear loads and keeps the face sheets apart. Together, they create a rigid panel that weighs a fraction of a solid metal plate.
For aircraft interiors, this weight saving is critical. Every kilogram saved on interior panels translates to lower fuel burn or higher payload capacity over the life of the aircraft.
Why Aircraft Interiors Need Honeycomb Core
- Weight reduction of 50–70% compared to solid panels
- High stiffness prevents panel flex and vibration noise
- Fire resistance meets FAA and EASA safety standards
- Sound dampening improves passenger comfort
- Impact absorption protects against damage from luggage and service carts
How Honeycomb Core Gets Made
From Foil to Finished Core
| Stage | What Happens | Purpose |
|---|---|---|
| Foil preparation | Aluminum foil gets coated with adhesive or corrosion-resistant primer | Ensures clean bonding and long-term durability |
| Corrugation | Foil passes through gear-like rollers that press hexagonal grooves | Creates the cell wall shape |
| Stacking & bonding | Multiple corrugated layers are stacked and bonded at node points | Forms the honeycomb block structure |
| Expansion | The block gets stretched to open the cells | Reveals the hexagonal pattern |
| Heat curing | Adhesive cures under controlled temperature | Locks cell geometry permanently |
| Slicing | Expanded block gets cut into sheets at target thickness | Produces core sheets for panel assembly |
Perforated vs. Non-Perforated Core
| Type | Cell Walls | Best For | Trade-Off |
|---|---|---|---|
| Perforated | Tiny holes drilled through foil | Venting, pressure equalization, adhesive flow | Slightly lower shear strength |
| Non-perforated | Solid foil walls | Maximum structural strength, energy absorption | Heavier, no venting |
Aluminum Alloys for Aircraft Honeycomb Core
3003 Alloy — Commercial Grade
3003 is the most common alloy for general-purpose honeycomb core. It contains manganese, which gives it good strength and workability without the cost of aerospace-grade alloys.
| Property | Value |
|---|---|
| Tensile strength | 110–145 MPa |
| Shear strength | Moderate |
| Corrosion resistance | Good in dry environments |
| Cost | Lowest |
| Typical use | Cabin sidewalls, ceiling panels, non-structural partitions |
3003 works well for interior panels that do not carry heavy loads. It is the standard choice for commercial aircraft cabin interiors where cost matters and loads are moderate.
5052 Alloy — Aerospace Grade
5052 contains magnesium, which boosts strength and corrosion resistance significantly. This is the alloy specified for structural aircraft applications.
| Property | Value |
|---|---|
| Tensile strength | 170–305 MPa |
| Shear strength | High |
| Corrosion resistance | Excellent, including saltwater |
| Cost | 20–30% above 3003 |
| Typical use | Floor panels, overhead bins, galley structures, cargo liners |

5052 is the go-to alloy when the core must handle passenger loads, impact from service carts, or exposure to moisture and cleaning chemicals. Most FAA-certified interior panels use 5052 honeycomb core.
5056 Alloy — Premium Aerospace
5056 adds more magnesium than 5052, pushing strength even higher. It also offers better fatigue resistance for parts that cycle through pressurization and depressurization repeatedly.
| Property | Value |
|---|---|
| Tensile strength | 240–380 MPa |
| Shear strength | Very high |
| Corrosion resistance | Superior |
| Cost | Premium |
| Typical use | Primary structural floors, high-load partitions, military aircraft |
5056 is overkill for most commercial cabin interiors. Reserve it for floor panels in high-traffic areas or military applications where failure is not an option.
Quick Alloy Selector
| Application | Recommended Alloy | Why |
|---|---|---|
| Sidewall panels, ceilings | 3003 | Lowest cost, adequate strength |
| Floor panels, overhead bins | 5052 | Strong enough for passenger loads, corrosion-proof |
| Primary floors, military | 5056 | Maximum strength and fatigue life |
| Galley structures, lavatories | 5052 | Resists moisture and cleaning chemicals |
Cell Size and What It Means
Cell size is the distance between two parallel sides of the hexagon. It is usually measured in inches or millimeters. Cell size directly affects weight, strength, and surface quality.
| Cell Size | Weight | Strength | Surface Smoothness | Best For |
|---|---|---|---|---|
| 1/8″ (3.2 mm) | Heaviest | Highest | Smoothest | Thin face sheets, precision panels, optical benches |
| 3/16″ (4.8 mm) | Medium | High | Very smooth | Standard aircraft panels, interior walls |
| 1/4″ (6.4 mm) | Light | Medium | Smooth | General interior panels, partitions |
| 3/8″ (9.5 mm) | Lightest | Lower | Visible texture | Thick face sheets, non-critical areas, cost savings |
Core Density and Thickness Options
Density Range
| Density (kg/m³) | Density (lb/ft³) | Application |
|---|---|---|
| 16–29 | 1.0–1.8 | Lightweight partitions, ceiling panels, non-structural |
| 32–49 | 2.0–3.1 | Standard interior panels, sidewalls, overhead bins |
| 52–73 | 3.2–4.6 | Floor panels, high-load partitions, galley structures |
| 76–97 | 4.8–6.1 | Heavy-duty floors, cargo liners, impact zones |
| 100+ | 6.2+ | Primary structural, military, special applications |
Lower density means lighter panels. Higher density means stronger panels that resist denting and crushing. Most commercial aircraft cabin panels use core in the 32–73 kg/m³ range.
Thickness Range
| Thickness | Typical Use |
|---|---|
| 4–10 mm | Thin wall panels, decorative trim, small partitions |
| 12–25 mm | Standard sidewalls, ceiling panels, overhead bins |
| 25–50 mm | Floor panels, galley structures, lavatory walls |
| 50–100 mm | Heavy floors, cargo compartments, structural bulkheads |
| 100–300 mm | Special applications, energy absorbers, industrial use |
Surface Treatments and Coatings
Corrosion Protection
Aircraft cabins are humid environments. Coffee spills, cleaning chemicals, and condensation attack bare aluminum. Two main treatments protect the core:
| Treatment | How It Works | Lifespan | Cost |
|---|---|---|---|
| Chromate conversion coating | Chemical layer prevents oxidation | 10–15 years | Low |
| Organometallic polymer coating (HexWeb CR III) | Bonds molecularly to aluminum surface | 15–20+ years | Medium |
| Anodizing | Thick oxide layer, hard and wear-resistant | 20+ years | Higher |
HexWeb CR III is the industry standard for aerospace honeycomb. It maintains protection even at elevated temperatures and resists the harsh chemicals used in aircraft cleaning.
Fire Retardancy
Aircraft interiors must meet strict fire safety standards. The core itself is non-combustible aluminum, but the adhesive bonding the cells can burn. Fire-retardant adhesives are mandatory for FAA-certified panels.
| Standard | Region | Requirement |
|---|---|---|
| FAR 25.853 | USA | 60-second vertical burn test, self-extinguishing |
| EASA CS 25.853 | Europe | Same as FAR, plus smoke and toxicity limits |
| BSS 7239 | Boeing | Additional smoke density and toxicity testing |
Always verify that your supplier provides core bonded with fire-retardant adhesive and certified to the relevant standard.
Aircraft Interior Applications


Cabin Sidewalls and Ceiling Panels
- Lightweight 3003 or 5052 core, 12–25 mm thick
- Perforated for acoustic dampening
- Face sheets: thin aluminum or fiberglass with decorative laminate
- Fire-retardant adhesive mandatory
Overhead Storage Bins
- 5052 core, 25–40 mm thick for rigidity
- Must withstand passenger loading and door cycling
- Perforated core allows pressure equalization during climb and descent
Floor Panels
- 5052 or 5056 core, 25–50 mm thick, high density (52–97 kg/m³)
- Must support passenger weight, service cart impact, and rolling loads
- Non-perforated preferred for maximum compressive strength
- Wear-resistant face sheet (phenolic or fiberglass) on top
Galley and Lavatory Structures
- 5052 core, 25–40 mm thick
- Resists moisture, cleaning chemicals, and thermal cycling
- Stainless steel or fiberglass face sheets for hygiene
Cargo and Baggage Compartment Liners
- 5052 core, 25–50 mm thick, medium to high density
- Impact resistant for luggage handling
- Often uses thicker face sheets for puncture resistance
Partition Walls and Class Dividers
- 3003 or 5052 core, 12–25 mm thick
- Lightweight, easy to install and remove
- Decorative face sheets match cabin interior design
Honeycomb Core vs. Other Core Materials

Aluminum vs. Aramid (Nomex) Honeycomb
| Feature | Aluminum Honeycomb | Aramid (Nomex) Honeycomb |
|---|---|---|
| Weight | Heavier | Lighter |
| Strength | Higher compressive strength | Lower compressive strength |
| Fire resistance | Non-combustible, melts at 660°C | Excellent, chars rather than burns |
| Impact resistance | Good, dents under hard impact | Superior, absorbs energy elastically |
| Cost | Lower | Higher |
| Best for | Floors, structural panels, cargo areas | Cabin walls, ceilings, non-structural panels |
Many modern aircraft use a hybrid approach: aluminum core for floors and high-load areas, aramid core for sidewalls and ceilings where weight and fire safety are the top priorities.
Aluminum vs. Thermoplastic Honeycomb
| Feature | Aluminum | Thermoplastic (PP, PC) |
|---|---|---|
| Strength | Much higher | Lower |
| Temperature range | -200°C to +180°C | -40°C to +120°C |
| Fire resistance | Non-combustible | Burns, requires additives |
| Cost | Higher | Lower |
| Best for | Aircraft, aerospace, marine | Automotive, packaging, temporary structures |
Thermoplastic honeycomb is not suitable for aircraft interiors due to fire safety requirements. Stick with aluminum or aramid for aviation applications.
Panel Assembly: How Core Becomes a Finished Panel
The Sandwich Structure
| Layer | Material | Function |
|---|---|---|
| Top face sheet | 0.3–1.0 mm aluminum, fiberglass, or carbon fiber | Carries tension, provides finished surface |
| Adhesive film | Epoxy or phenolic resin | Bonds face sheet to core |
| Honeycomb core | 3003, 5052, or 5056 aluminum | Carries shear, provides stiffness |
| Adhesive film | Epoxy or phenolic resin | Bonds core to bottom face sheet |
| Bottom face sheet | 0.3–1.0 mm aluminum or fiberglass | Carries compression, provides back surface |
Bonding Methods
| Method | How It Works | Best For |
|---|---|---|
| Vacuum bagging | Panel placed in vacuum bag, adhesive cures under pressure | Small batches, complex curves |
| Autoclave | Panel cured in pressurized oven at 120–180°C | High-quality aerospace panels, maximum strength |
| Press bonding | Hydraulic press applies heat and pressure | High-volume production, flat panels |
| Room temperature cure | Two-part adhesive cures at ambient temperature | Repairs, prototypes, non-critical parts |
Autoclave bonding produces the strongest panels with the most consistent adhesive flow. It is the standard for FAA-certified aircraft interior panels.
Quality Standards and Certifications
What to Demand from Your Supplier
| Certification | What It Covers | Why It Matters |
|---|---|---|
| ISO 9001 | Quality management system | Ensures consistent manufacturing processes |
| AS 9100 | Aerospace quality management | Required for direct aircraft OEM supply |
| FAR 25.853 / CS 25.853 | Fire safety for aircraft interiors | Mandatory for cabin use |
| MIL-C-7438 | Military specification for honeycomb core | Ensures performance under extreme conditions |
| Boeing / Airbus spec | OEM-specific requirements | Needed for direct supply to airframers |
Testing You Should Request
| Test | What It Measures | Pass Criteria |
|---|---|---|
| Compression strength | How much load the core can take before crushing | Per MIL-C-7438 or customer spec |
| Shear strength | Resistance to sliding forces | Per ASTM C273 |
| Flatwise tension | Bond strength between core and face sheets | No delamination under load |
| Fire burn test | Flame spread and self-extinguishing time | 60 seconds max burn length per FAR 25.853 |
| Salt spray test | Corrosion resistance | No pitting or degradation after 500+ hours |
Sourcing Honeycomb Core for Aircraft Interiors
What Drives the Price
| Factor | Impact on Cost |
|---|---|
| Alloy | 5052 costs 20–30% more than 3003; 5056 adds another premium |
| Cell size | Smaller cells need more foil, cost more per sheet |
| Density | Higher density means more material, higher price |
| Thickness | Thicker sheets need longer production time |
| Coating | CR III corrosion coating adds 10–15% |
| Certification | AS 9100 and fire-rated adhesive add cost |
| Order volume | Full sheets (48″ × 96″) cost less per area than custom cuts |
Typical Price Range (2026)
| Grade | Price Range (USD/m²) | Notes |
|---|---|---|
| 3003 commercial | $15–$35 | Non-perforated, no coating |
| 3003 coated | $20–$45 | With corrosion protection |
| 5052 aerospace | $30–$60 | Perforated, fire-retardant adhesive |
| 5056 premium | $50–$90 | High density, full certification |
Prices fluctuate with aluminum ingot costs and order volume. Bulk orders above 500 m² typically unlock 15–25% discounts.
Why China Leads in Honeycomb Core Production
- Largest aluminum production capacity globally
- Established supply chains for aerospace-grade foil
- Competitive pricing vs. US and European suppliers
- Full range of alloys, cell sizes, and densities
- Export experience to aircraft manufacturers worldwide
Vetting a Chinese Supplier
| Check | Red Flag | Green Flag |
|---|---|---|
| Experience | No aerospace customers listed | Supplies to known Tier 1 or Tier 2 aerospace companies |
| Certifications | Only ISO 9001, no AS 9100 | AS 9100, FAA/EASA fire test reports |
| Sample quality | Uneven cell size, visible adhesive blobs | Uniform cells, clean edges, consistent density |
| Technical support | Cannot explain alloy differences | Engineering team provides material selection guidance |
| Lead time | Vague or too short for aerospace | Realistic timelines (4–8 weeks for certified material) |
Common Problems and Solutions
| Problem | Cause | Prevention |
|---|---|---|
| Core crushing during handling | Dropped or stacked without support | Handle with padded fixtures, store flat on rigid pallets |
| Delamination after bonding | Insufficient adhesive cure or contaminated surfaces | Follow autoclave cycle exactly, clean face sheets before bonding |
| Cell wall buckling under load | Density too low for the application | Specify higher density core for structural panels |
| Corrosion in humid areas | Missing or inadequate coating | Specify CR III or chromate coating for all cabin applications |
| Color mismatch in finished panels | Different core batches or face sheet lots | Order full project quantity from single production batch |
Frequently Asked Questions
What is aluminum honeycomb core used for in aircraft?
It forms the structural heart of sandwich panels for cabin interiors. Sidewalls, ceilings, floors, overhead bins, and partitions all use honeycomb core to save weight while maintaining stiffness and fire safety.
Which alloy is best for aircraft interior panels?
5052 is the standard for most interior applications. It offers the best balance of strength, corrosion resistance, and cost. Use 3003 for non-structural panels where budget is tight. Use 5056 only for primary structural floors.
What cell size should I specify?
1/8″ (3.2 mm) for panels with thin face sheets where surface smoothness matters. 3/16″ (4.8 mm) for standard interior panels. 1/4″ (6.4 mm) or larger for thick panels or non-visible areas.
How thick should the core be?
12–25 mm for walls and ceilings. 25–50 mm for floors and high-load structures. The face sheet thickness and expected load determine the minimum core thickness.
Is aluminum honeycomb core fire safe?
The aluminum itself is non-combustible. The adhesive must be fire-retardant and certified to FAR 25.853 or EASA CS 25.853. Always verify fire certification before specifying core for cabin use.
Can I use aluminum honeycomb core for exterior aircraft parts?
Yes, but 5052 or 5056 alloy with full corrosion coating is required. Exterior applications include leading edges, control surfaces, and engine nacelles. Interior panels use lighter protection.
How do I bond honeycomb core to face sheets?
Use epoxy or phenolic adhesive film between the core and face sheets. Cure under heat and pressure using vacuum bagging, autoclave, or press bonding. Autoclave gives the best results for aerospace panels.
What is the difference between perforated and non-perforated core?
Perforated core has tiny holes in the cell walls for air and adhesive flow. It is standard for most aircraft panels. Non-perforated core is stronger and used where maximum compressive strength is needed, such as floors.
How long does aluminum honeycomb core last?
With proper coating and in a protected interior environment, aluminum honeycomb core lasts the lifetime of the aircraft — 20 to 30 years. Corrosion protection and proper bonding are the keys to longevity.
Where can I buy aerospace-grade honeycomb core?
Major suppliers include Hexcel (USA), Toray (Japan), and several certified Chinese manufacturers. For cost-sensitive projects, Chinese suppliers offer 5052 aerospace-grade core at competitive prices with full certification support.
Aluminum honeycomb core for modern aircraft interior design
Aluminum honeycomb core is the backbone of modern aircraft interior design. Its unique hexagonal structure delivers stiffness and strength at a fraction of the weight of solid materials. For aircraft operators, this means lower fuel burn and higher payload. For passengers, it means quieter, safer, more comfortable cabins.
Choosing the right core comes down to three decisions: alloy, cell size, and density. 5052 alloy with 1/8″ or 3/16″ cells and medium density handles most cabin applications. 3003 works for budget-conscious non-structural panels. 5056 is reserved for the heaviest loads.
Buyers should prioritize fire certification, corrosion coating, and supplier aerospace credentials. Sourcing from established manufacturers — whether in the US, Europe, or China — ensures consistent quality and compliance with FAA and EASA standards.
For importers and aircraft interior manufacturers, aluminum honeycomb core represents a material where performance and safety cannot be compromised. Invest in the right grade, demand proper certification, and partner with suppliers who understand aerospace requirements.